豆制品加工废水属于高浓度有机废水,成分复杂,含有大量蛋白质、氨基酸和脂类,以及生产清洗水中所含的清蛋白、糖类、豆渣、清洁剂等成分。废水中所含有的维生素、蛋白质、矿物质以及碳水化合物等,是多种微生物所需要的营养物质。当废水进入一些封闭水体,如池塘、湖泊时,就可能使水体发生富营养化,进而直接影响周围居民生活环境和身体健康。
豆制品加工废水具有浓度高、水量水质波动大、布点分散等特点,且豆制品加工企业规模通常较小,废水处理成本投入有限,给废水处理增加了难度,解决这类废水就成了一大难题。
1、废水进出水质
某豆制品生产企业年产3000t豆制品,2号站开户测速主要包括豆腐、豆皮、素鸡、千张等传统非发酵类产品。企业生产废水主要来源于大豆洗泡水、浆渣压滤水、生产设备及地面冲洗水,设计处理规模为300m3/d。按照环评要求,企业废水经处理后须达到《污水综合排放标准》(GB8978-1996)三级标准,其中氨氮和总磷指标执行《污水排入城市下水道水质标准》(CJ3082-1999)。废水水质及排放主要指标见表1。
豆制品
2、废水处理工艺
2.1 工艺流程
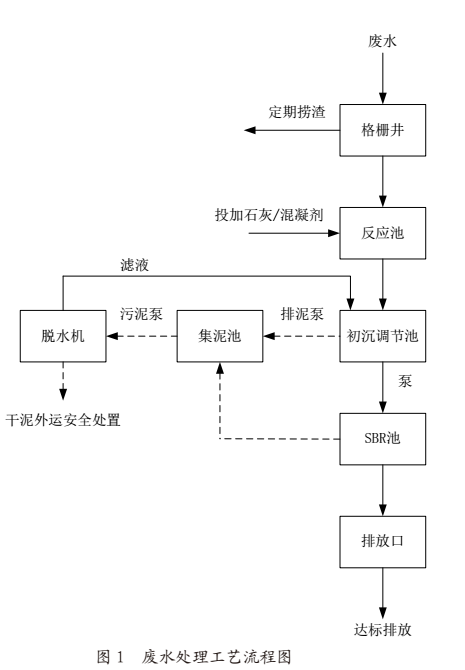
针对废水水质特征,2号站平台登陆线路本系统采用“化学沉淀+SBR”组合工艺处理,工艺流程如图1所示。
豆制品
2.2 工艺说明
豆制品加工废水自车间收集后自流进入格栅井,经细格栅去除大豆洗泡水中的漂浮物后流入反应池。利用在线pH仪自动投加石灰水调节废水pH至9.0左右,并添加PAC和阴离子PAM,通过架桥、卷捕等作用形成矾花,去除废水中的悬浮物及总磷,降低有机物浓度。同时,通过pH的调节防止废水快速酸化发臭。反应混合液流入初沉调节池,调节水量、均匀水质,并进行固液分离。该过程可有效缓解传统处理工艺中悬浮物形成泥盖的现象。
初沉调节池分为两座,间歇式交替运行。固液分离后的上清液经泵提升进入序批式活性污泥反应池(SBR),经过进水—反应—静置—排水阶段,并周期性重复操作。其中,在反应阶段通过厌氧、兼氧、好氧等间歇曝气方式的交替控制,使废水中的有机物和氨氮在该池内进行生物氧化-还原作用,最终被矿化成氮气、水和二氧化碳,少部分被同化为微生物菌体,从而降低有机污染物和氨氮浓度。SBR工艺间歇运行,可通过生化时间的调节有效控制出水水质,同时避免污泥膨胀现象的发生。


