世间万物,都是有一利就有一弊。社会的进步和人们生活水平的提高,也不可避免地对环境产生污染。废水就是其中之一。随着石化、印染、造纸、农药、医药卫生、冶金、食品等行业的迅速发展,世界各国的废水排放总量急剧增加,且由于废水中含有较多的高浓度、高毒性、高盐度、高色度的成分,使其难以降解和处理,往往会造成非常严重的水环境污染。
为了处理每天大量排出的工业废水,人们也是蛮拼的。物、化、生齐用,力、声、光、电、磁结合。
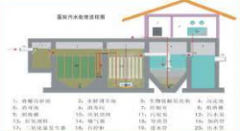
电化学水处理技术,是指在电极或外加电场的作用下,在特定的电化学反应器内,通过一1定的化学反应、电化学过程或物理过程,对废水中的污染物进行降解的过程。电化学系统设备相对简单,占地面积小,操作维护费用较低,能有效避免二次污染,而且反应可控程度高,便于实现工业自动化,被称为“环境友好”技术。

电化学水处理的发展历程
电化学水处理
1799年
Valta制成Cu-Zn原电池,这是世界上第一个将化学能转化为电能的化学电源。
1833年
建立电流和化学反应关系的法拉第定律。
19世纪70年代
Helmholtz提出双电层概念。任何两个不同的物相接触都会在两相间产生电势,2号站测速地址这是因电荷分离引起的。两相各有过剩的电荷,电量相等,正负号相反,相互吸引,形成双电层。
1887年
Arrhenius提出电离学说。
1889年
Nernst提出电极电位与电极反应组分浓度关系的能斯特方程。
1903年
Morse和Pierce把两根电极分别置于透析袋内部和外部溶液中,发现带电杂质能迅速地从凝胶中除去。
1905年
提出Tafel 公式,2号站测速揭示电流密度和氢过电位之间的关系。
1906年
Dietrich取得一个电絮凝技术的专利,专门有人和公司对电絮凝过程进行改进和修正。
1909年
Harries(美国)取得电解法处理废水的专利,它是利用自由离子的作用和铝作为阳极。
1950年
Juda首1次试制成功了具有高选择性的离子交换膜,这促使电渗析技术进入了实用阶段,奠定了电渗析的实用化基础。电渗析首先被用于苦咸水的化,而后逐步扩大到海水淡化和制取工业纯水的应用中。
20世纪50年代
Bochris等发展的电极过程动力学,为今后半导体电极过程特性研究和量子理论解释溶液界面电子转移过程的研究打下理论基础。
1956年,Holden(英国)利用铁作为电极来处理河水。
20世纪60年代初期
随着电力工业的迅速发展,电解法开始引起人们的注意。传统的电解反应器采用的是二维平板电极, 这种反应器有效电极面积很小,传质问题不能很好地解决。而在工业生产中,要求有高的电极反应速度,所以客观上需要开发新型、高1效的电解反应器。
20世纪六七十年代
从俄克拉荷马大学研究去除略带碱性的水中盐分开始,Y.Oren等研究了电吸附和电解吸附技术的基础理论、参数的影响和对多种候选电极材料的评价。
1969 年
Backnurst等提出流化床电极(FBE) 的设计。这种电极与平板电极不同,有一1定的立体构型,比表面积是平板电极的几十倍甚至上百倍,电解液在孔道内流动,电解反应器内的传质过程得到很大的改善。
1972年
Fujishima和Honda报道了在光电池中光辐射Ti02可持续发生水的氧化还原反应,标志着光催化氧化水处理时代的开始。
1973年
M.Fleischmamm与F.Goodridge等研制成功了双极性固定床电极(BPBE)。内电极材料在高梯度电场的作用下复极化,形成双极粒子,分别在小颗粒两端发生氧化-还原反应,每一个颗粒都相当于一个微电解池。由于每个微电解池的阴极和阳极距离很小,迁移就容易实现。同时,由于整个电解槽相当于无数个微电解池串联组成,因此效率大大提高。
20世纪七十年代
前苏联科研人员将铁屑用于印染废水的处理,从此微电解法开始应用到废水治理中。
1976年
Asovov等人(前苏联)利用电絮凝法处理石化废水。1977年,Osipenko等人(前苏联)利用电絮凝法处理含铬废水。
20世纪80年代
为克服传统芬顿法的缺点,提高水处理效果而发展起来的一项新技术——电芬顿技术问世。
1983年
Weintraub等人(美国)利用电絮凝法处理含油废水。
20世纪90年代
电极材料选择及电极结构设计的核心技术突破。加利福尼亚州的劳伦斯利佛莫尔国1家实验室、Mark Andelman等进行了除盐试验的中试工作,取得了较好的试验效果。电吸附技术在国内的研究起步比较晚。陈福明、尹广军等1999年报道了用多孔大面积电极去除水中离子的方法,并对电吸附进行了一系列的理论和实验研究。
21世纪以来
2002年,Cardia(澳大利亚)取得去除放射性核素和氰1化物的专利。电絮凝技术的发展已进入一个强产业化的过程,包括解决电化学反应槽的设计、电极除污、能给、操作条件、提供佳配套设施等关键问题。
电吸附技术模型处理和系统化应用。Sang Hoon等建立了电吸附模型,研究了电吸附模块的吸附潜能,并对模块的设计参数和运行中的操作条件进行了研究。Wegemoned等建立了一套实验室模型。用该模型处理TDS(溶解性固体总量,TDS值越高,表示水中含有的溶解物越多)为1000mg/L的工业循环冷却水,出水TDS达到10mg/L。
电化学水处理技术包括电絮凝-电气浮法、电渗析、电吸附、电芬顿、电催化高1级氧化等技术,种类繁多,各自都有适用的对象和领域。
电化学分类介绍
01、电絮凝-电气浮法
电絮凝法,实际上就是电气浮法,因为絮凝的过程也伴随着气浮的发生,因此可合称为“电絮凝-电气浮法”。
电化学水处理
该法通过外电压作用下,产生的可溶性阳极产生阳离子体,阳离子能够对胶体污染物发生凝聚效应。同时,阴极在电压作用下的析出大量氢气,氢气在上浮的过程中能够将絮体上浮,电凝聚法就这样通过阳极的凝聚和阴极的絮体上浮实现污染物的分离和水的净化。
以金属为溶解性阳极(一般为铝或铁),在电解时产生的Al3+或Fe3+离子生成电活性絮凝剂,来压缩胶体双电层使其脱稳,以及吸附架桥网捕作用来实现的:
Al -3e→ Al3+或 Fe-3e→Fe3+
Al3++3H2O→Al(OH)3 +3H+或4 Fe2++O2+2H2O→4 Fe3++4OH-
一方面形成的电活性絮凝剂M(OH)n,被称为可溶性多核羟基配合物,作为混凝剂能快速有效地凝聚污水中的胶体悬浮物(细微油珠和机械杂质)并“架桥”联接,凝成 “大块”而加速分离.另一方面胶体在Al盐或Fe盐等电解质作用下压缩双电层,因库仑效应或凝结剂的吸附作用,导致胶体凝聚而实现分离,发生电絮凝剂。虽然电活性絮凝剂的电化学活性(寿命)仅几分钟,但对双电层电位差影响极1大,即对胶体粒子或悬浮微粒的凝聚作用极强。因而,其吸附能力与活度,比加入铝盐试剂的化学方法高得多,且用量少,成本低,不受环境、水温及生物杂质的影响,亦不会发生铝盐与水的氢氧化的副反 应,因而所处理污水的酸碱度范围就较宽。
另外,阴极表面释放出的细小气泡加速了胶体的碰撞和分离过程.阳极表面的直接电氧化作用和Cl-转化成活性氯的间接电氧化作用对水中溶解性有机物和还原性无机物有很强的氧化能力,阴极释放出的新生态氢和阳极释放出的新生态氧具有较强的氧化还原能力。
因此,电化学反应器内进行的化学过程是及其复杂的。在反应器中同时发生了电絮凝、电气浮和电氧化过程,水中的溶解性胶体和悬浮态污染物在混凝、气浮和氧化作用下均可以得到有效转化和去除。
02、电沉积水处理技术
电化学水处理
利用电解液中不同金属组分的电势差,使自由态或结合态的溶解性金属在阴极析出。电沉积水处理法根据这种原理,能够将废水中的金属离子通过这种无1害的反应收回,非常绿色环保。通过电沉积法进行污水处理的关键在于选择适宜的电势。无论金属处于何种状态,均可根据溶液中离子活度的大小,由能斯特方程确定电势的高低,同时溶液组成、温度、超电势和电极材料等也会影响电沉积过程。因此,电沉积法水处理设备的核心往往在于设计合理高1效的新型电极结构电解槽。这样,就能够水体中的不同污染物和不同生产状况,选择不同的电解槽进行处理。
03、电化学氧化
广义的电化学氧化实际上就是指电化学的整个过程,是根据氧化还原反应的原理,在电极上发生直接或者间接的电化学反应,从而将污染物从废水中减少或去除。
而狭义的电化学氧化是特指阳极过程,在电解槽中放入有机物的溶液或悬浮液,通过直流电,在阳极上夺取电子使有机物氧化或是先使低价金属氧化为高价金属离子,然后高价金属离子再使有机物氧化的方法。通常,有机物的某些官能团具有电化学活性,通过电场的强制作用,官能团结构发生变化,从而改变了有机物的化学性质,使其毒性减弱以至消失,增强了生物可降解性。